您当前的位置:商助贸易宝 » 宾阳商助贸易宝 »宾阳产品 » 厚壁无缝钢管公司发货快
厚壁无缝钢管公司发货快
更新时间:2026-01-07 16:25:00 ip归属地:南宁,天气:晴,温度:7-19 浏览:2次


- 发布企业
- 星腾伟业金属材料(南宁市宾阳县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:南宁市宾阳县厚壁无缝钢管公司发货快的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 厚壁无缝钢管公司发货快供应范围覆盖广西省、南宁市、宾阳县、青秀区、江南区、西乡塘区、良庆区、邕宁区、武鸣区、隆安县、马山县、上林县、横县等区域。 |
【星腾伟业】为您提供武鸣无缝钢管用心做产品、马山无缝钢管我们更专业、良庆无缝钢管一致好评产品等多元产品与服务。在南宁市宾阳县本地采买厚壁无缝钢管公司发货快到星腾伟业金属材料(南宁市宾阳县分公司),无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:任威-【0527-88266222】。 广西壮族自治区,南宁市,宾阳县 宾阳县,隶属于广西壮族自治区南宁市,位于广西中南部,南宁市东北部,东邻贵港市覃塘区,南偏东与横州市接壤,南与兴宁区、青秀区交界,西与武鸣区相连,西北衔接上林县,东北与来宾市兴宾区相邻,总面积2308平方千米。截至2022年10月,宾阳县下辖16个镇,另设1个农场。截至2022年末,宾阳县共有户籍人口104.65万人。
想要更直观地感受厚壁无缝钢管公司发货快产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
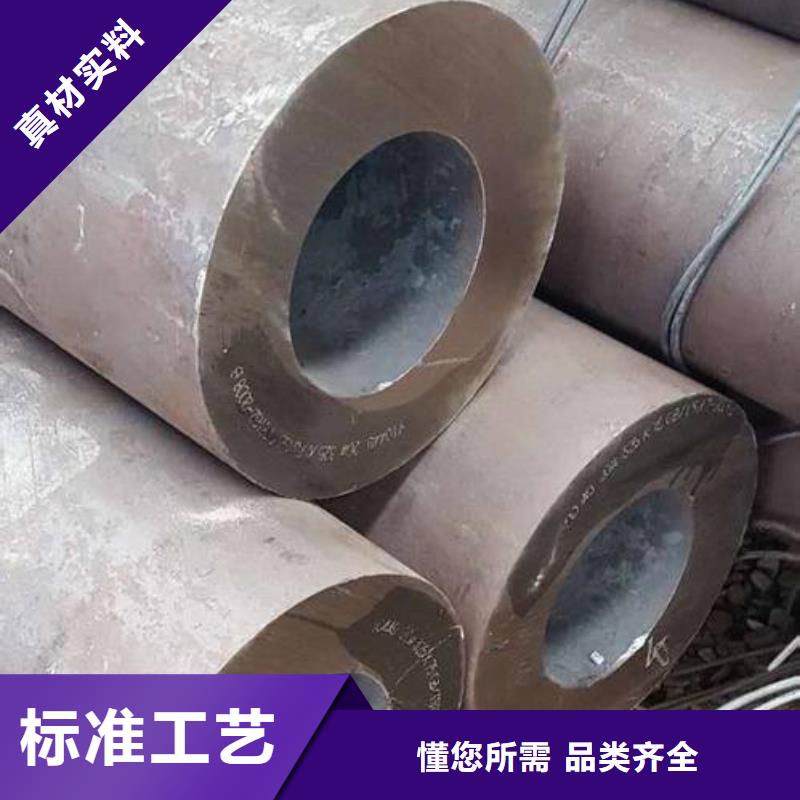
以下是:厚壁无缝钢管公司发货快的图文介绍


厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题.近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、的锯切大直径ERW焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用.由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切 φ720mm×60 mm 的钢管,适用钢级达到N80以上.经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,性能好.
随着机械、石油、电力等行业的快速发展,对大直径厚壁无缝钢管的需求不断增加。为此,国内近年来新建了多条厚壁钢管生产线和石油钢管加工线,对钢管的切断加工提出了更高要求。对于大规格厚壁无缝钢管,传统的切断方法主要有旋转式切管机和双金属带锯机两种形式。它们的特点是投资少,但加工效率较低,而且不易于形成自动化锯切生产钱,因而自动化程度不高,难以适应钢铁行业中连续式、大批量生产的需要,因此急需开发一种新型的厚壁无缝钢管锯切技术和工艺方法。



厚壁无缝钢管一般是指外径(D)与壁厚(S)之比(D/S)小于20的无缝钢管,其中外径与壁厚之比(D/S)小于10的又称为超厚壁无缝钢管。
厚壁尤缝钢管常用于火(核)电、船舶、化工及石油等行业中高温高压流体的输送,工作状态下需承受内部流体较高的压力和温度,故其质量和性能要求较A。其钢种主要有优质碳紊结构钢、合金结构钢、不锈钢和特种合金等。
目前,世界上生产超厚壁无缝钢管采取的生产工艺主要有皮尔格轧制法、自由锻造法、穿孔拉拔法及热挤压法等。其中,热挤压法。近年来受到闰内、外齊遍关注,它是将金属坯料加热至再结晶温度以上,利用挤压机的压力,由挤压动校对金属坯料加以挤压,使坯料在三向压应力作用下从挤压模口流出,从而获得所需
要挤;玉件的一种塑性成形方法。根据挤压设备与挤压方向的不同,热挤压法又可分为卧式挤压法和垂直挤压法。与其他工艺相比,垂直挤压法具有产品规格范围广、材料利用率高、产品质跫好和制造周期短等一系列优点。
针时厚壁无缝钢管的特.饭,时热挤压法制造无缝钢管中的垂直挤压工艺进行研究。介绍了厚壁无缝钢管热挤压的工艺流程,并重点分析模具结构和润清条件热挤压工艺过程中的两大重要因素。终提出了多角度挤压入模角的模具结构及模具一坯料复合润滑方案,在降低挤压力的同时获得了表面质童较高、综合力学性能较好的厚壁无缝钢管。

在我国石油化工、煤化工、核电领域的大口径无缝特种钢管长期依赖进口的背景下,近年来,中兴装备瞄准我国需要大量的大口径厚壁无缝钢管的市场需要,进行科技攻关,在2012年初成功研发出直径610毫米、厚度68毫米的TP347不锈钢无缝管。在此基础上,该公司通过创新技术工艺,在制造过程中应用了ESR精炼、固溶热处理、高压碎冷等多种新工艺、新技术,并于今年6月,顺利制造出直径达711mm、管壁厚度达88mm的产品,经 钢铁研究总院、 钢铁产品质量监督检验中心、南京航空航天大学等单位的联合鉴定,该产品综合性能达到国际先进水平、可替代进口、可应用于石油化工、煤化工等领域,填补了国内空白。
到目前为止,中兴装备已经成功研发生产出直径219.1毫米—711毫米、壁厚29毫米—88毫米的13个TP347H系列产品,曾先后多次 ,并取得了美国能源公司核电材料生产许可资格。


关于结构用厚壁钢管合理选材选型的建议
(1)在大型管结构工程设计中,需选用厚壁钢管时,设计人员应了解厚壁钢管的成型方法类别与其技术经济性能特点,并合理选材。
(2)综合比较力学性能、焊接性能、加工性能、截面尺寸精度及材料价格等因素,钢结构工程用厚壁钢管宜选用冷压或冷卷成型钢管。在此类钢管比选中,若考虑钢管力学性能、加工效率、焊缝数量与打磨要求等因素,则宜 冷压成型(U(E)厚壁钢管,但在加工费用上冷压工艺要高于冷卷工艺约20%以上。
(3)当选用冷压或冷卷厚壁钢管时应注意以下技术性能或参数的要求
1)径厚比一一冷卷与冷压制管时,钢板内、外纤维分别受压受拉,产生塑性变形和冷加工硬化与残余应力等不利影响,而径厚比(管内径与厚壁之比)愈小,此影响愈严重,并会直接降低钢管的使用性能。我国电力行业标准《压力钢管制造与安装验收规范》L5017-93要求冷卷钢管的径厚比不应小于33(Q235与Q345钢)或40(Q390与Q420钢)。根据建筑钢结构工程的国内外经验,此限值可适当以放宽,在目前钢材性能水平和工艺条件下,暂以不小于20为宜。
2)钢材的强度级别一《钢结构设计规范》对钢管架结构规定所用钢材强度不应超过345MPa,届强比不应大于0.8,主要原因是现有研究、设计计算方法公式等都是以此类级钢材为主要对象进行的。厚壁钢管可能用于桁架或支柱结构,当钢板厚度、径厚比均相同而强度更高时,会产生更不利的冷加工硬化影响与残余应力,降低钢管的承载性能与焊接性能,故冷成型厚壁钢管的钢材强度以不大于345MPa为宜
3)钢材的性能要求目前冷成型型材的相关标准中对其力学性能试件的取样部位无明确规定,故厂家所提供的质量检验单数据均为其原材料的力学性能数据,并非已成型管产品的实物力学性能,这对厚壁钢管易造成延性指标要求(如伸长率)数据偏高的现象。故对主要承重构件用钢管,应在设计文件中注明其实物力学性能指标需经成品钢管上.的取样复测确认。同时对抗震设防等重要构件所用冷卷厚壁钢管,宜要求按钢板横轧制方向取样进行冲击功性能检测确认。在性能要求的项目内容上,除常规的化学成分与力学性能外,当厚壁钢管用于主要承重结构时,还应按荷载条件,使用温度、板厚、节点焊接约束度等条件,要求附加保证碳当量、屈强比、冲击功或Z向性能等作为钢管供货的保证性能指标。
4)热处理冷成型厚壁管影响性能的主要缺陷是冷加工硬化和残余应力影响,故对很重要的管构件或径厚比很小的钢管,可经过技术经济比较要求进行成品管热处理以细化晶粒,残余应力,优化钢管使用性能。
(4)热成型厚壁钢管虽无冷加工效应,但价格均较高。而热扩无缝钢管的壁厚公差可达士25%,会造成结构构件截面不对称,增加附加偏心弯矩和削弱截面承载力;而且在管构件对接接头处,可能造成对焊接头较大的错边偏差,故不宜用作钢结构承重构件。热卷成管性能较好,但加工成本高,主要适用于锅炉、压力容器、管道,般不宜用于钢结构构件中。



南宁宾阳星腾伟业金属材料有限公司专注从事 无缝钢管的设计、经销、安装及技术服务。为客户提供满意的方案配置、咨询提供、技术支持等一系列超值的价值与服务;公司主营产品: 无缝钢管。本着对客户热忱的服务、优异的品质和不断革新的理念、并配置各种先进的专业设备,确保我们有能力提供富有竞争力的产品和服务。



如何制造高强度、高韧性的厚壁无缝钢管一直是治金工作者感兴趣的重要课题。近年来,随着治炼和无缝管穿轧技术的进步,对生产≤160mm,0,≥120kgf/mm20,≥140kgf/mm2,-40℃V形缺口试样a≥2kgf·m/cm2的厚壁无缝管,已有较成功经验,并用于兵工生产,但是制造18C~500的大口径厚壁管一直是工艺上的难题。
多年来,制造厚壁管的主要工艺路线是采用电炉(或电渣)钢锭锻造后再机械锆孔的工艺。这种工艺的主要缺点是材料消耗高,钢材利用率低,钢坯的30~40%变为切屑,特别是高强度、大截面部件,往往由于锻压比小,不能充分破坏钢锭心部的柱状晶,使锻坯的断面收缩率和冲击韧性都较低。增大钢锭直径,虽然可以增加锻压比,但是直径増加往往会导致钢锭的元素偏析增加,此举往往不能提高断面收缩率和κ值电渣熔工艺生产的空心管,虽然可以生产高冲击值的管,但是由于铸管上的横列结晶断口难以,妨碍了它的广泛应用。
为了制取高强度、高韧性的厚壁无缝管,我们结合30Cr2Ni2MoVA钢管的研制,进行了一些工艺试验。这些工艺是:1.电渣钢锭十锻造制坯十机加钻孔;2.电渣钢锭十锻造制坯十水压机热挤压成管;3,电渣钢锭十“皮尔格”轧机锻轧无缝管。现将这三种工艺生产管材的性能总结如下。
适量的磨削加工,使表面耐久性能得到显著提高的主要原因,是由于充分发挥了残留奥氏体的有利作用;渗层接触疲劳性能随表层残留奥氏体量的增多而增高,其含量达60%左右时,具有 的接触疲劳性能。
3.共渗层中的残留奥氏体在循环应力作用下,均发生马氏体相变。在同一种热处理状态下,残留奥氏体的转变速率越低,其疲劳寿命越高。
4.冷处理虽然能提高共渗层的表面硬度,但是,由于残留奥氏体的有利影响被削弱而使其表面耐久性能降低。


今年在南宁市宾阳县本地购买厚壁无缝钢管公司发货快有了新选择,星腾伟业金属材料(南宁市宾阳县分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的厚壁无缝钢管公司发货快产品。如需购买或咨询,请随时联系我们,联系人:任威-【0527-88266222】,地址:开发区汇通物流园B115。